 Add to Chrome
Add to Chrome Add to Firefox
Add to Firefox Add to Edge
Add to Edge4D reconstruction of alumina laser melt pools at 25 kHz via operando X-ray multi-projection imaging
Mar 15, 2026Advancing additive manufacturing, e.g., laser powder-bed fusion (LPBF), requires resolving rapid processes such as melt-pool dynamics and keyhole evolution in 4D (3D + time). Operando X-ray tomography is a state-of-the-art approach for 4D characterization, but its temporal resolution is fundamentally constrained by the sample rotation speed, limiting achievable 4D imaging rates and preventing the resolution of these fast phenomena. Here we present rotation-enabled X-ray Multi-Projection Imaging (rotation-XMPI), which captures three angularly resolved projections per time step and thereby decouples temporal resolution from the sample rotation speed. Combined with a self-supervised deep-learning reconstruction framework for multi-angle inputs, rotation-XMPI enables high-fidelity 4D imaging at unprecedented speed. We demonstrate the approach in an operando alumina laser-remelting experiment at MAX IV using three beamlets combined with 25 Hz sample rotation. Rotation-XMPI resolves melt-pool morphology and keyhole evolution; in contrast, conventional and limited-angle tomography remain rotation-limited, and motion blur prevents resolving these dynamics. Overall, rotation-XMPI delivers a 250-fold increase relative to state-of-the-art melt-pool imaging, effectively achieving 25,000 reconstructed volumes per second. This method establishes a practical route to scalable ultrafast 4D imaging for additive manufacturing and other materials processes.
A Unified Calibration Framework for High-Accuracy Articulated Robot Kinematics
Jan 23, 2026Researchers have identified various sources of tool positioning errors for articulated industrial robots and have proposed dedicated compensation strategies. However, these typically require individual, specialized experiments with separate models and identification procedures. This article presents a unified approach to the static calibration of industrial robots that identifies a robot model, including geometric and non-geometric effects (compliant bending, thermal deformation, gear transmission errors), using only a single, straightforward experiment for data collection. The model augments the kinematic chain with virtual joints for each modeled effect and realizes the identification using Gauss-Newton optimization with analytic gradients. Fisher information spectra show that the estimation is well-conditioned and the parameterization near-minimal, whereas systematic temporal cross-validation and model ablations demonstrate robustness of the model identification. The resulting model is very accurate and its identification robust, achieving a mean position error of 26.8 $μm$ on a KUKA KR30 industrial robot compared to 102.3 $μm$ for purely geometric calibration.
Differentiable Material Point Method for the Control of Deformable Objects
Dec 15, 2025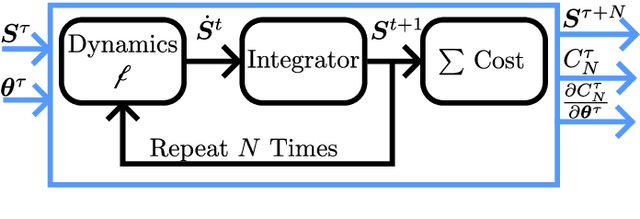
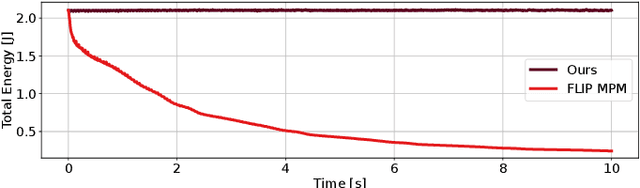
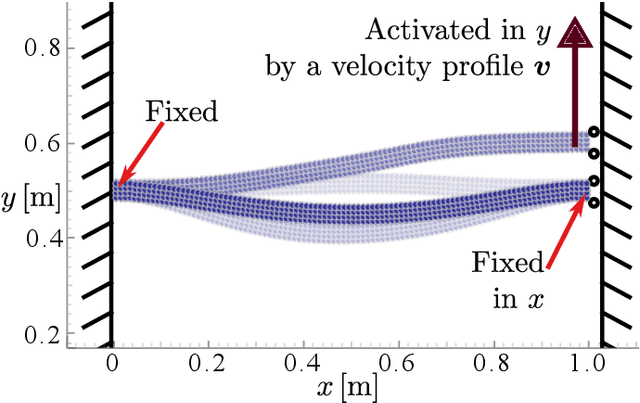
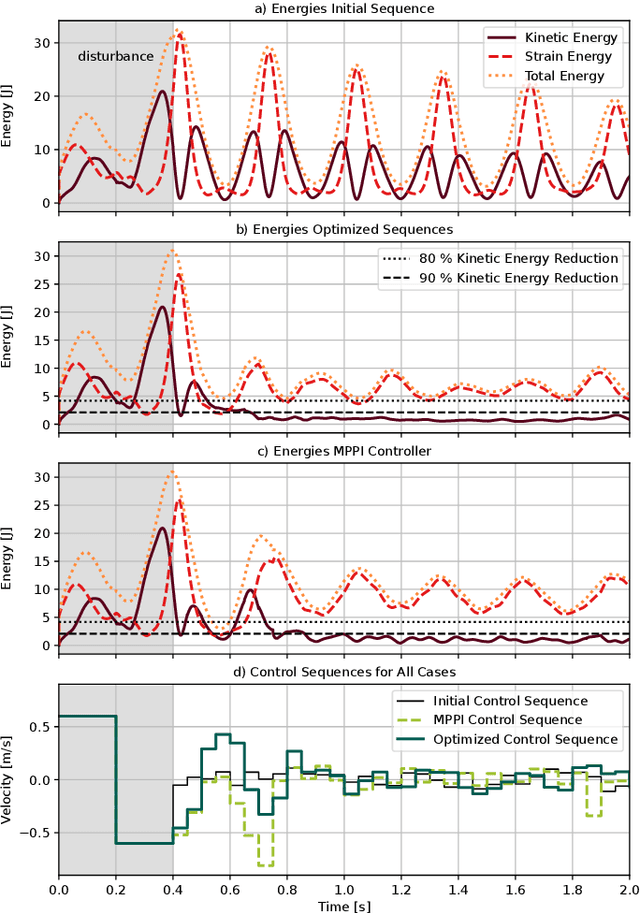
Controlling the deformation of flexible objects is challenging due to their non-linear dynamics and high-dimensional configuration space. This work presents a differentiable Material Point Method (MPM) simulator targeted at control applications. We exploit the differentiability of the simulator to optimize a control trajectory in an active damping problem for a hyperelastic rope. The simulator effectively minimizes the kinetic energy of the rope around 2$\times$ faster than a baseline MPPI method and to a 20% lower energy level, while using about 3% of the computation time.
DeepForge: Leveraging AI for Microstructural Control in Metal Forming via Model Predictive Control
Feb 25, 2024This study presents a novel method for microstructure control in closed die hot forging that combines Model Predictive Control (MPC) with a developed machine learning model called DeepForge. DeepForge uses an architecture that combines 1D convolutional neural networks and gated recurrent units. It uses surface temperature measurements of a workpiece as input to predict microstructure changes during forging. The paper also details DeepForge's architecture and the finite element simulation model used to generate the data set, using a three-stroke forging process. The results demonstrate DeepForge's ability to predict microstructure with a mean absolute error of 0.4$\pm$0.3%. In addition, the study explores the use of MPC to adjust inter-stroke wait times, effectively counteracting temperature disturbances to achieve a target grain size of less than 35 microns within a specific 2D region of the workpiece. These results are then verified experimentally, demonstrating a significant step towards improved control and quality in forging processes where temperature can be used as an additional degree of freedom in the process.